English
English Esperanto
Esperanto  Afrikaans
Afrikaans  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  Galego
Galego  Latviešu
Latviešu  icelandic
icelandic  ייִדיש
ייִדיש  беларускі
беларускі  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Malti
Malti  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  മലയാളം
മലയാളം  Maori
Maori  Монгол хэл
Монгол хэл  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  Punjabi
Punjabi  پښتو
پښتو  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho  සිංහල
සිංහල  Gàidhlig
Gàidhlig  Cebuano
Cebuano  Somali
Somali  Тоҷикӣ
Тоҷикӣ  O'zbek
O'zbek  Hawaiian
Hawaiian  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  Igbo
Igbo  Sundanese
Sundanese  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  Yoruba
Yoruba  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Az?rbaycan
Az?rbaycan  Slovensky jazyk
Slovensky jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Sådan laves en plan for bearbejdning af nøjagtighed
2021/07/06
Sådan laves en plan for bearbejdning af nøjagtighed
â Wež Vi vil sortere ud og klassificere løsningerne på problemet med geometriske størrelsestolerancer ibearbejdning i fire aspekter: emner, værktøjer, armaturer og værktøjsmaskiner, og kom med nogle forslag.
Imekanisk behandling, den enhed, der består af værktøjsmaskiner, armaturer, værktøjer og emner kaldes et processystem. På grund af eksistensen af forskellige primitive fejl i processystemet under forarbejdningen ødelægges det korrekte geometriske forhold mellem emnet og værktøjet, og den geometriske størrelse er ude af tolerance. Generelt er de originale fejl, der kan forekomme under behandlingen, opdelt i to typer, nemlig de "statiske" originale fejl relateret til processystemets indledende tilstand og de "dynamiske" originale fejl relateret til behandlingsprocessen. Det følgende foreslår løsninger på problemet med geometriske dimensioner uden for tolerancen i bearbejdningsdelefra fire aspekter: emner, værktøjer, armaturer og værktøjsmaskiner.
Emne
1) Det generelle bearbejdningsprincip skal følges, det vil sige benchmark først, derefter andre, først ansigt, hul først, master derefter andet, groft først derefter fint, groft og fint adskillelse.
2) Inden procesens afsluttende trin skal du løsne trykpladen, frigøre klemmespændingen korrekt og komprimere emnet let efter omstilling. For at sikre bearbejdningssikkerhed og behandlingskvalitet anbefales det at opnå den bedste momentværdi for let komprimering gennem eksperimentel verifikation og udføre konstant momentkomprimering.
3) Klemkraftens virkningspunkt skal være et solidt punkt, og handlingspunktet deformeres, fordi det ikke er et reelt punkt. Der er 3 løsninger:
â ‘Nedbryd den originale fastspænding til to fastspændingsspændinger, men vær opmærksom på at skifte Spændingssekvensen skal om nødvendigt justeres emnet.
"Sæt spændingsprocesbossen til emnet op, og når alle procedurer er fuldført, skal du beslutte, om procesboss skal fjernes, alt efter om det påvirker samlingen af emnet.
â ‘¢ Der er hjælpestøtter på de svage punkter i fastspændingsstrukturen (se figur 1). Nogle hydrauliske hjælpestøtter på det nuværende marked kan allerede nå understøttelse af "nul deformation". Til
Hjælpestøtte 1
4) Sørg for, at arbejdsemnets og armaturets placeringsflader har en god planhed. Selvstændighedskontrollen af fladhed er vist i figur 2.
Hvis positioneringsplanet er stort, kan armaturets positioneringsoverflade udskiftes med en blokform for at undgå, at klemmen forvrænges deformation forårsaget af emnet og det store plan af armaturet;
hvis emnets planhed ikke kan garanteres, kobberhud, papirrester og kædefibre osv., flader positioneringsoverfladen og komprimerer den derefter til behandling.
Flathed selvkontrol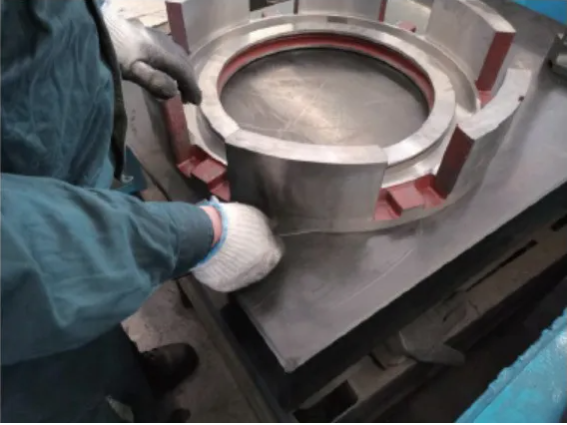
5) Under bearbejdningsprocessen bruges skærevæske til at sprede varme i tide for at reducere den termiske deformation af emnet.
6) Ældningsbehandlingen arrangeres før halvfabrikation for fuldstændigt at frigøre emnets indre spænding.
7) Når du drejer, til tyndvæggede dele, skal du bruge bløde kæber eller splittede kraver til fastspænding, eller bruge endefladekomprimering i stedet for omkredskomprimering.
8) Under drejning udføres omvendt deformationsbehandling i henhold til deformationen, det vil sige, at den tilsvarende deformationsmængde forbehandles i den modsatte retning,
og den omvendte deformationsmængde og deformationsmængden annullerer hinanden, efter at behandlingen er afsluttet.
9) Ved drejning af store uregelmæssige emner skal modvægt udføres i henhold til positionen af emnets massemidtpunkt for at reducere centrifugalkraften.
Værktøjsaspekt
1) Inden boring, boring og brøning, hvis der er en halvvægs struktur i bearbejdningsdelen, skal halvvæggen først fjernes;
hvis bearbejdningsdelen er en blank overflade, skal den tomme overflade først vende mod ansigtet for at sikre ensartet kraft under skæringen.
2) Inden bearbejdning kontrolleres værktøjets radiale og aksiale udløb i overensstemmelse med relevante standarder.
3) Værktøjsholdere må ikke støde og ridse, og specialværktøj bruges til regelmæssigt at rense maskinens spindels koniske huller.
4) Kontroller værktøjets længde så langt som muligt for at sikre, at værktøjet har en tilstrækkelig diameter, for at sikre, at værktøjet er fast.
5) For emner med meget høje nøjagtighedskrav skal værktøjet være dynamisk afbalanceret før behandling.
6) Juster skæreparametre og værktøjsvinkler osv. For at kontrollere værktøjets kraft, varme og slid under behandlingen.
7) Brug specialværktøjer til anti-vibration og anti-vibration.
Armatur aspekt
1) Forbedre fastspændingsmetoden for at forhindre, at installationspunktet for kompressionsskruen og det bageste støttepunkt på trykpladen er et på armaturet og det andet på værktøjsmaskinen for at forhindre, at armaturet trækkes op af kompressionsskruen og forårsager alvorlig deformation af armaturet.
2) Armaturet skal have tilstrækkelig stivhed.
3) Når armaturet vedtager dornen til positionering, og doren er forsynet med et kompressionstråd, skal tråden slibes for at sikre gevindets vinkelrethed og dornens positionerende endeflade.
4) Udfør dynamisk balanceverifikation på præcisionsdrejningsarmaturer for at styre armaturets centrifugale deformation, når den roterer.
Maskinværktøjet inspicerer og bekræfter maskinværktøjet i overensstemmelse med accept af maskinværktøjetnøjagtighedsstandarder, såsom kontrol af værktøjsspindelens og arbejdsbordets lodrethed og spindelens bevægelse.
Afsluttende bemærkninger
1) Når emnet, især det nye produkt, er ude af tolerance i geometriske dimensioner, skal du først afgøre, hvilken form for deformation der forårsager det, og derefter finde en passende løsning i henhold til den tilsvarende deformationsopløsning.
2) Undersøg brugen af computerstøttet finite element analyse teknologi til på forhånd at foretage en analyse af deformationen af processystemet, hvilket er medvirkende til kontinuerlig optimering af procesplanen.
3) I det daglige arbejde skal vi være gode til at opsummere løsninger og drage slutninger fra hinanden for fuldstændigt at forbedre produktkvaliteten.